






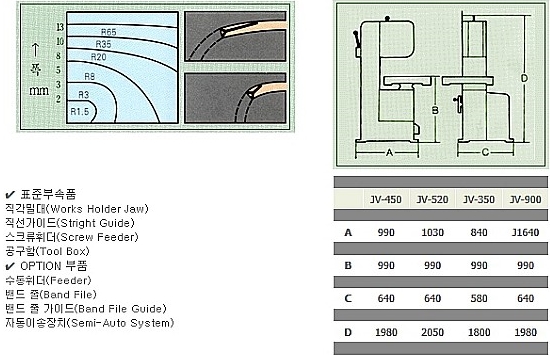
* JVL-450 콘타톱기계 실물사진 (참조)






▶JV-450 콘타톱기계 운전방법
1.기계 작동 전 주의 사항.
*.운전 시에는 상부 문짝을 닫고 작동 하여 주십시오.
*.톱날을 취급 시에는 고무 코팅한 장갑을 사용 하시면 안전 합니다.
*.오일교환 및 수리작업을 제외한 어떠한 경우에도 DRIVE SYSTEM 커버를 닫아 주십시오.
*.전기를 취급시에는 항상 전원을 차단하고 작업하여 주십시오.
*.소형물을 절단 시에는 항상 직각 밀대를 사용 해 주십시오.
*.용접 작업 시에는 한쪽으로 비켜 서서 작업 해 주십시오.
*.톱날을 교체 후 처음 작동 할 경우에는 저속으로서 장착 여부를 확인 후 고속으로 변속
하여 사용 하십시오.
2. 구동장치

3. 테이블
1).테이블은 그림2와 같이 좌,우로 기울어 사용 할 수 있으며 각도는 20도 범위에서
조정하여 사용 할 수 있습니다.

2).각도조정시에는 스퍼너(24mm)로 그림3과 같이 고정너트를 풀고 각도계 눈금을 보고
절단 각도를 조정한 후 너트를 조여서 절단 하십시오.
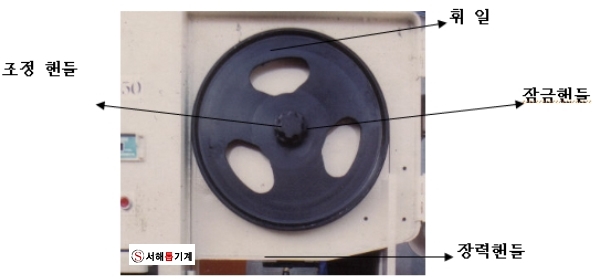
4. 톱날 장착
*톱날장력( TENSION) 핸들을 시계방향으로 돌려서 상부 휘일을 아래로 내립니다.
*TABLE 홈을 통하여 톱날을 상하 휘일(WHEEL)에 걸고 톱날 가이드(GUIDE)에
삽입합니다.
*TENSION 핸들을 조작하여 장력을 적당히 준후톱날의 주행 속도 및 조절을
실시 합니다.
*톱날이 WHEEL의 중앙에 장착 될 수 있도록 상부 휘일의 잠금 핸들의 조정 핸들을
좌우로 조정 하여 잠금 핸들을 조여 주십시오.
*HANDLE을 시계 방향으로 돌리면 톱날이 휘일의 뒤쪽으로 치우치며 반대로 돌리면
앞쪽으로 치우쳐 장착 됩니다.(그림 4)
5. 톱날 가이드
1 .톱날의 폭이 다른 규격으로 교환 할 경우 톱날부분만 가이드 밖으로 나오도록
조정나사를 돌려 백업로 울러의 위치를 조정 하여 주십시오.
2. 백업로울러(BACK UP ROLLER)는 상하가이드에 각각 있으며 조정 후에는
잠금 너트를 고정 시켜 주십시요.(그림 5 참조)
3. 가이드의 간격이 너무 넓으면 절단작업이 불안전 함으로 톱날이 끼이지 않은
최소의 거리가 되도록 조정하여 주십시오(그림 6 참조)
4. 기계우축 상단의 잠금 핸들을 풀어주면 톱날 가아드는 상하로 이동 되며,
작업시에 절단물에 최대한 가까운 위치에 고정 시켜 주십시오.
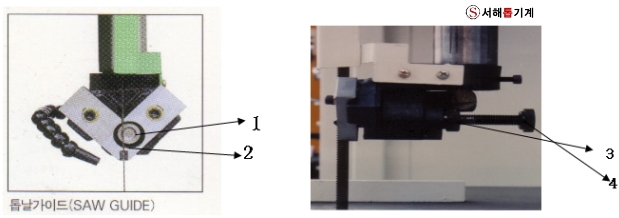
<1.백업 로울러 2.가이드 3.잠금너트 4.잠금너트>
6. 톱날의 주행속도
1. S/W 및 로더

▶JV-450 콘타톱기계 작동요령
1).ain 전원 S/W “ON ”
2).인버터 작동되며 속도조절 손잡이를 돌려 원하는 속도를 설정
3). 속도계에서 표시하는 숫자는 m/Min입니다.
4). 주의사항
속도조절시 급한 감속은 인버터의 고장의 원인이 될수 있는바 천천히 조작 하십시오.
* 주파수 변경(속도) 방법

1. 로더표시판의 숫자를 불륨을조작하여 “00.00” 조작
Saw M/C S/W : OFF로조작 , 전원 S/W : On으로 조작
2, “1번”을 3회조작 하면 “F"코드표시, 된후 →”2번“을 계속
클릭하면 "F21"로 표시 정지 상태에서 3번(Ent)을 누루면 현재 설정 된
주파수 표시. 현재는 60:00으로 표시
3. 숫자판 밝은 불빛이 점멸 위치 확인 후 1번 과 4번을 조작하여 설정된 위치의
숫자을 2번 +.5번-로 조정하여 주파수 필요한 주파수룰 설정 3번“을 더불클릭
하면 숫자 고정 되고 한번더 클릭하면 "F21"표시
4. F21“로 표시 되면“ 4번“를 계속 클릭하여 “00:00” 표시, “1“번을 조작하여
"I"코드로 이동 한후 2번“을 계속 클릭하면 ”I 10"으로 표시 , 3번 (Ent)을
클릭하면 종전 설정 된 숫자가 표시 됨(60,00) .
5. 3항의 설정 주파수와 동일 하게 설정 후 ”3번(ENT)“클릭 하면 설정된 주파수(?)
표시 됨.
3번(Ent)를 클릭햐면 ”I 10"표시 됨
6. “4번“계속 클릭하여 ”00: 00“으로 조작 하면 완료 됨
7. 설정의 초기회는 " H93" 코드임
▶JV-450 콘타톱기계 용접기
1. 용접기
1). 톱기계에는 톱날 용접기가 설치되어 있으며,용접기계는 톱날절단기,그리인더,용접 및
소둔 기능, 램프로 구성되어 있습니다
2) 톱날용접기는 전기저항식 버턴용접기로서 톱날에 전류를 통과시키면 열이 발생하여
금속재료가 녹는 온도에 도달 됩니다.
3). 톱날용접기는 톱날의 크기에 따라서 전류의 세기와 스프링의 압력을 조절 할수 있도록
제작 되었으며 톱날접부분의 파손을 방지하기 위하여 어니얼링(소둔)기능이 있습니다.
4). 절단기 : 톱날을 필요로하는 길이로 절단하거나 용접되는끝부분을 직각으로 다는데
사용 됩니다.
5). 그라인더(GRINDER)
용접후 용접부위에 부착 된 풀러쉬를 갈아서 톱날의 두께가 일정하도록 다듬는데
사용 됩니다.

2.톱날의 용접순서.
1.2page의 규격표를 참조하여 톱날을 적당한 길이로 절단 합니다.
2.그림 과 같이 톱날의 끝이 직각이 되도록 다듬어 주십시오.
3.톱날의 한쪽 끝이 두전극의 중앙에 오도록 하여 고정전극(왼쪽전극)에 물립니다.
4.톱날의 다른 끝을 그림과 같이 정열하여 가동전극에 물립니다.
5 .압력조절 S/W와 전류조정S/W를 다음의 조정하십시오.
6,용접래버를 톱날이 완전히 용해 될 때 까지 (약3초) 눌러 주십시오.
누르고 있는동안 가동전극이 고정전극에 접근되면서 용접이 완료 되고,
적열부위가 완전히 냉각 되었는지 확인 후에 용접레버를 놓아 주십시오.
|
톱날의 폭 (mm) |
압력조정 S/W |
전류조정 S/W |
어니얼링 S/W |
|
2 - 5 |
1 - 2 |
LO |
LO |
|
6 - 8 |
2 - 3 |
LO |
LO or HI |
|
8 - 13 |
3 - 5 |
HI |
HI |
3.어니얼링(Annealing: 열풀림) 및 Grinder작업
1.용접이 완료 되면 두전극에서 톱날을 약간 풀었다가 용접 부위가 중앙에 위치
하도록 물려 주십시오.
2.어니얼링 S/W 는 위의 표1를 참조하여 조정 하십시요.
3.어니얼링 버턴(BUTTON)을 잠간식 반복하여 누르면 용접 부위는 서서히 적열 됩니다.
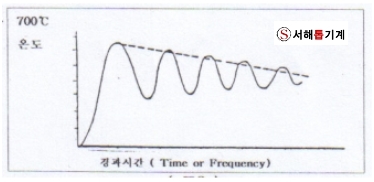
4.적열 부위의 온도 650 - 700℃(톱날의 색깔 암적색)에 도달하면 통전 시간을 점점 더
짧게하여 서서히 온도가 내려 가도록 합니다.
5.톱날의 전극에서 풀어내어 용접부위가 스릿트 게이지 홈(Slit of Blade Gauge)에
통과 될 수 있도록 그리인더로 다듬어 주십시오.
6.다시 한번 어니얼링 작업을 실시하되 위 3항의 온도 보다는 낮은 온도로 실시 하여 주십시오.
4. 용접기 규격
|
구 분 |
사 양 |
|
1차 전압 |
AC 220V |
|
2차 전압 |
3.8V 용접 |
|
1.9V 이니얼링(강) | |
|
1.4V 이니얼링(약) | |
|
최대용량 |
3KVA |
|
용접 시스템 |
Up Set But 시스템 |
|
어니얼링 시스템 |
수동 펌프 버튼 S/W 식 |
|
용접능력 |
두께 0.65mm / 톱날 폭 2 - 16mm |
|
그라인더 모터 |
2극 콘센서 모터 |
* 용접기 취급주의사항
1.규격 톱날 이외의 재료는 용접을 금합니다.
2.용접 레버를 너무 세게 누르지 말고 가볍고 빠르게 눌러 주십시오.
3.G/R 모터의 가동여부를 확인 하십시오(램프점등 여부)
4.용접기 전극에 기름 ,녹 , 먼지,오물이 묻지 않도록 깨끗하게 유지하여 주십시오.


- 경기도 시흥시 정왕동 군자천로 131번길 47 (시화공단 2라 501호)ㅣTEL : 031-431-5953, FAX : 031-431-5954 H.P : 010-8889-0545 l 사업자등록번호 : 134-05-46416ㅣ대표자 : 양금용
- Copyright © 2017 서해톱기계 All rights reserved.




